Статистическое управление процессами как путь совершенствования на ПАО Малинская бумажная фабрика-Вайдманн
Пример использования карт Шухарта для повышения результативности процесса.
Руководство ПАО МАЛИНСКАЯ БУМАЖНАЯ ФАБРИКА-ВАЙДМАНН, поставило перед своими сотрудниками задачу повышения эффективности предприятия и, в частности, повышения управляемости производственных процессов путем снижения вариаций (изменчивости).
Поставленную задачу можно решать в рамках цикла DMAIC методологии Шесть Сигм:
Определение (Define ) →Измерение (Measure) →Анализ (Analyse) →Совершенствование (Improve) →Контроль (Control)
Первым шагом этой задачи является определение текущего состояния управляемости процессов. В качестве пилотного проекта была выбрана одна бумагоделательная машина и один тип бумаги – електроизоляционная бумага. Сотрудники предприятия прошли обучение, касающееся измерения процессов, контрольных карт Шухарта, методов решения проблем.
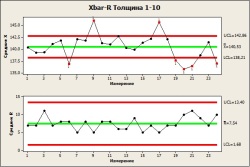
Для предварительной оценки управляемости процесса были выбраны карты Шухарта средних и размахов (X-R), позволяющие оценить текущее состояние управляемости процесса.
Причины изменчивости могут быть разделены на обычные (колебания температуры, напряжения, влажности воздуха, люфты подшипников машин и т.д.) и особые причины изменчивости (прекращение подачи энергии, поломка оборудования, заболевание работника и т.п.)
Карты Шухарта позволяют определить, находится ли система в статистически управляемом состоянии или появилась особая причина изменчивости и система стала неуправляема. В первом случае, чтобы повысить управляемость системы, нужно предпринимать менеджерские действия (ужесточение требований к сырью, модернизация, улучшение технического обслуживания оборудования, совершенствование технологии). Во втором случае принимаются корректирующие действия (ремонт оборудования, замена или обучение одного работника и т.п.).
Для реализации второго шага – Измерение - были использованы данные цеховой лаборатории за 11-13 мая 2010. Данные были сгруппированы в 24 подгруппы (k), по 10 измерений в подгруппе (n), всего N измерений.
(К сожалению, редактор сайта не позволяет отобразить расчеты, приведеные в статье)
На график размахов наносятся точки, соответствующие R и линии, соответствующие среднему размаху , верхней UCLR и нижней LCLR границам управления, а на график для средних – значения X, UCL и LCL .
На карте размахов R, приведенной на рисунке, признаки неуправляемости процесса не обнаружены, однако, из карты можно заключить, что процесс не управляем, т.к. точки выходят за верхнюю (точки 9, 17) и нижнюю (точки 6, 19, 20, 21 и 24) границы.
Следующим шагом проекта должен быть шаг анализа – определения возможных причин неуправляемости процесса.
В данном случае могут помочь такие статистические инструменты как контрольный листок, гистограмма, диаграмма Парето и диаграмма Исикавы, расслоение данных, диаграмма рессеивания.
Выбор инструментов с последующим анализом информации будет следующим шагом Команды улучшения Малинской бумажной фабрики-Вайдманн.
Коментарі
Невірно заповнені поля відзначені червоним.
Будь ласка, перевірте форму ще раз.
Ваш коментар відправлений і буде доступний на сайті після перевірки адміністратором.
Інші статті в категорії Менеджмент, керування, KPI